


Gruf
-
Публикаций
265 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
2
Сообщения, опубликованные пользователем Gruf
-
-
20 минут назад, НСК-И сказал:
Проблема в стерильности гильз.
Пробуйте по такой схеме поработать.
1.Выстрел
2.Чистка дульца стальной ватой снаружи
3.Чистка дульца пластиковым ершом внутри(пять движений с проворотом)
4.Отжиг
5.Чистка дульца пункт 2 и 3
6.Смазываем гильзу(тело) и делаем Фулсайз
7.Протираем гильзу от смазки полотенцем
8.Чистим посадочное (фрезой или инструментом)
9.Капсюлируем
10.Сыпем порох
11.Садим пулю
Скрип должен пройти 🙂
А как вылечить эту партию 100 шт.? Не охота просто так сжечь комплектующие.
-
Спасибо Игорь, попробую.
-
Код 0152 машинка выдала при анализе гильзы, сжог четыре гильзы, три код 0152, одна 0153
Я тоже грешу на УЗО, после неё дульце внутри неоднородное, шероховатое, надо переходить на галтовку
-
Помогите разобраться с правильным алгоритмом обжига!
Машинка AMP MARK II
Гильза LAPUA 308 WIN, проточенная 0.014
Бушинг 335, собранный патрон 336
До появления машинки гильзы не мыл, просто чистил капсульное гнездо, полировал гильзу ватой и пластиковым ёршиком пару раз проходил туда обратно дульце, при таком алгоритме проблем с посадкой не было, пуля садилась равномерно и комфортно.
Но после мойки в УЗО и обжига, натяг изменился, пуля садится очень туго, остаются вмятины от направляющей.
Делаю по следующей схеме:
1. выстрел
2. извлечение капсуля
3. УЗО мойка с химией RSBC
4. полоскание сушка
5. обжиг, программа 0152
6. фулсайз
7. снаряжение
После такого процесса пуля садится со скрипом, хотя бушинг тот же 335.
От бушинга остаются продольные не однообразные полосы, до обжига этого не было, бушинг не менял.
Пробовал после отжига полировать дульце внутри ватой, помогает но насколько знаю полировка не желательно.
Подскажите что делаю не так, в чём проблема?

-
Спасибо за проделанною работу! Видео очень помогло в настройке весов
-
Практически новый, засыпал пару раз
ПРОДАН!
-
Доброе утро! Ответил в личку
-
В честь 23 февраля, цена любой подставки 8т. Скидка действует два дня!
-
В 18.02.2020 в 20:34, jaba сказал:
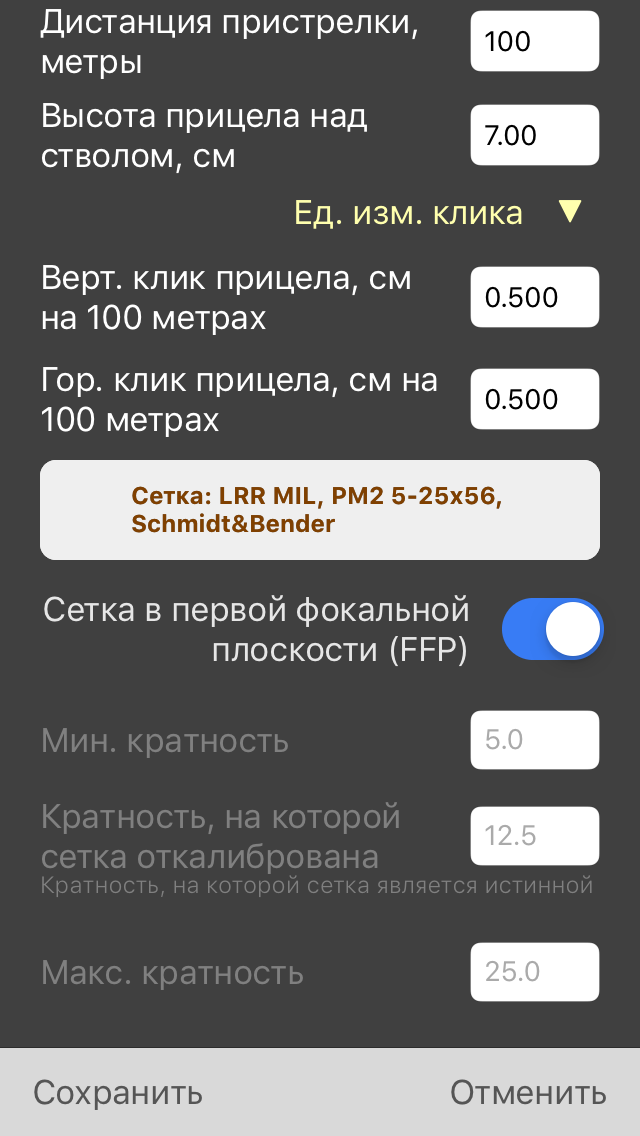
Тоже показалось странным. Получается ближний ноль на 2.5 метрах !!!!
Перепроверил всё правильно! Может за наклона крона 44.4 МОА. пристреливал на 100 метров, при таком раскладе барабан работает на 100%, в низ можно опустится только на 4 клика, 0,2MRAD, в верх 29,5MRAD. Смущает то что сетка в рабочем положении находится не по средине а в крайней точке, на сколько это критично? Может крон поменять на 20 МОА?
![IMG_8977[1].JPG](//reloading.cc/applications/core/interface/js/spacer.png)
-
Вечером сделаю повторные замеры, и сделаю фото
-
Высота кронштейна 44 мм, наклон 13MIL
-
Вот что написано в интернете!
Математическая модель расчета траектории под понятием ;высота прицела над стволом; предполагает превышение линии прицеливания ;обнуленного; оружия над осью канала ствола на уровне дульного среза оружия.
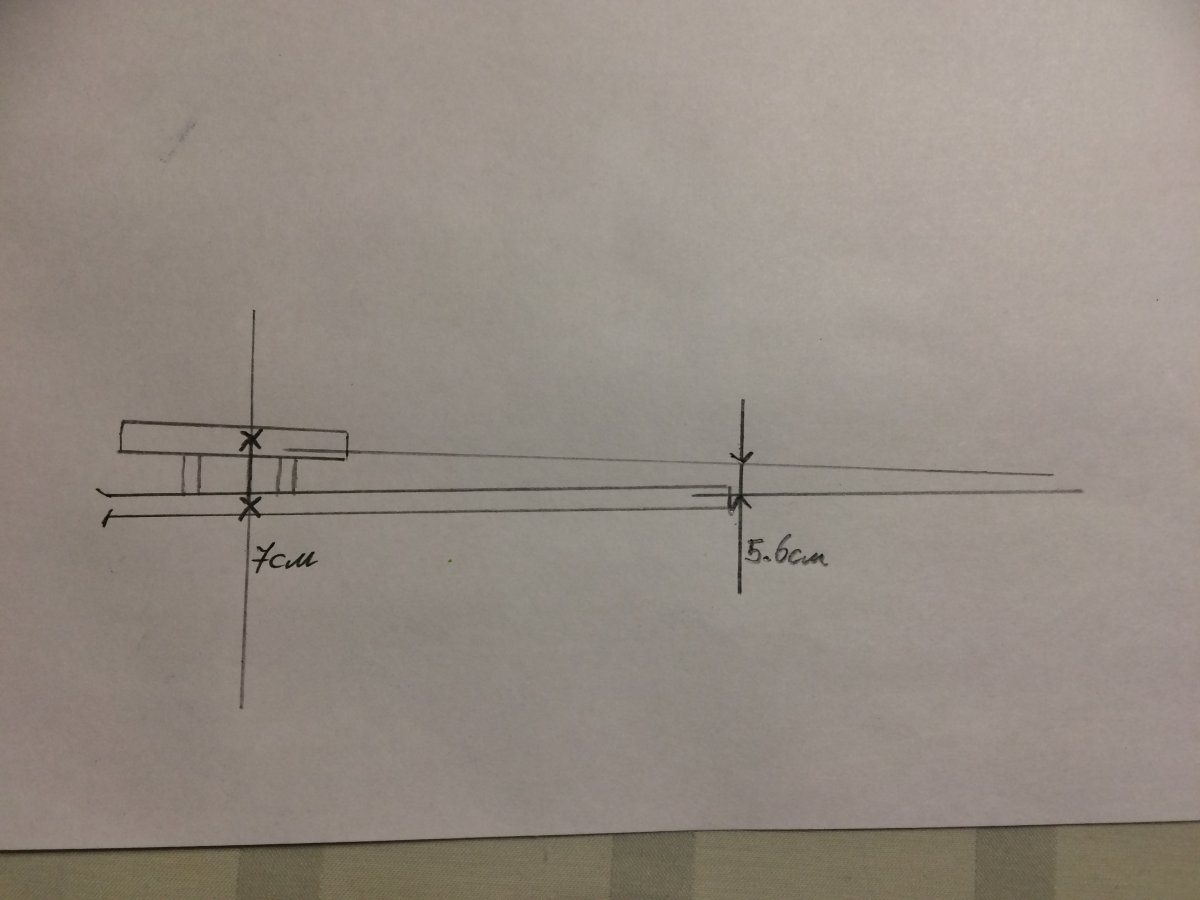
Замерял двумя способами:
1-по всем известной схеме, замерами расстояния между осями в районе барабанов 7 см (высокий кронштейн 44 мм с наклоном 13MIL)
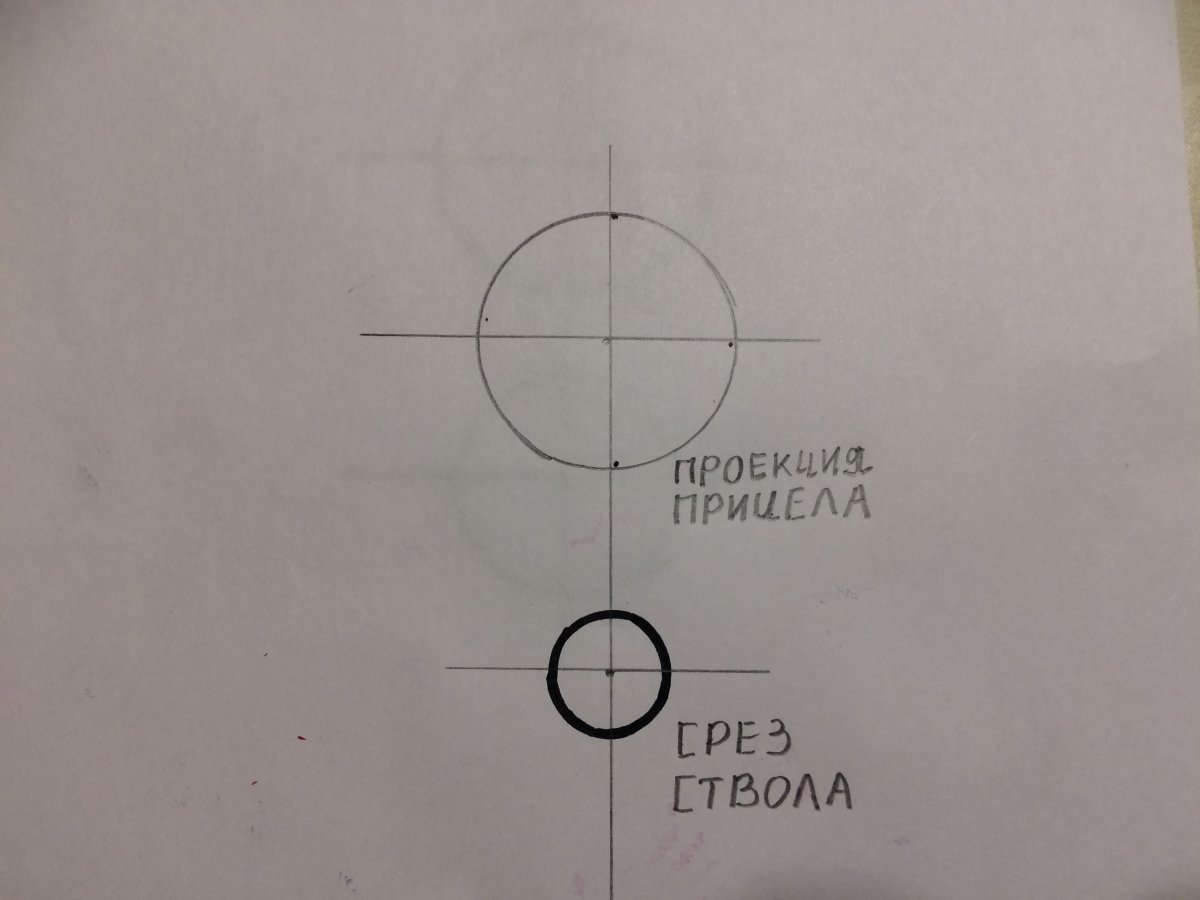
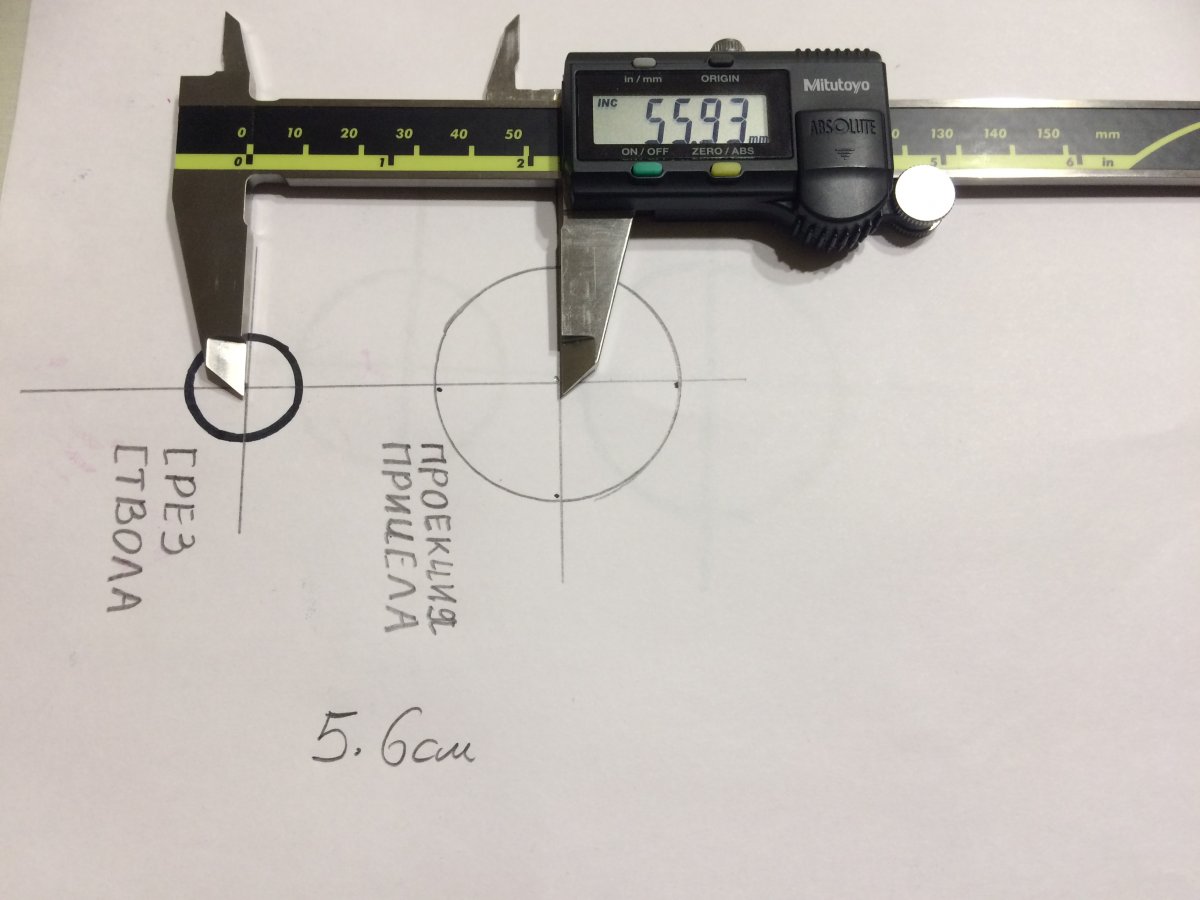
2-проекция через линзу прицела, получилось 5.6 см
Какая величина правильная?
Клеим белый лист бумаги на дверь
Снимаем ДТК и упираем срезом ствола в лист, обводим маркером контур ствола
Лазерной указкой засвечиваем окуляр прицела, добиваясь проекции ровного круга на бумаге,далее просим жену проставить точки на границе круга.
Обводим круг на бумаге и находим центра
Далее замеряем расстояния между центрами. Мы получили точные данные превышение линии прицеливания ;обнуленного; оружия над осью канала ствола на уровне дульного среза оружия
Но теперь возникает вопрос, какие данные вносить в БК, 7 или 5.6 см???
-
В продаже появились анодированные подставки, цвет синий и чёрный.
-
-
А можно попросить фото гильзы после обжига крупным планом, и если не затруднит засечь время отжига.
Калибр какой у Ваc?
-
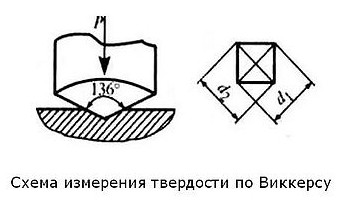
На сколько я знаю, при настройке програмы для определённой гильзы, они используют измерения твёрдости по Виккерсу
Измерение твердости по Виккерсу
ГОСТ 2999 регламентирует метод измерения твердости по Виккерсу.Метод используют для определения твердости деталей и металлопродукции малой толщины, а также тонких поверхностных слоев, имеющих высокую твердость.
Твердость по Виккерсу измеряют путем вдавливания в образец алмазного наконечника в форме правильной четырехгранной пирамиды под действием нагрузки Р в течение времени. После снятия нагрузки измеряют диагонали оставшегося на поверхности материала отпечатка –d1, d2 и вычисляют их среднее арифметическое значение — d, мм.
Значения твердости по Виккерсу при стандартных нагрузках н зависимости от длины диагонали d (мм) даны в соответствующих таблицах.
При испытаниях применяют следующие нагрузки Р, кгc: 1; 2; 2,5; 3; 5; 10; 20; 30; 50; 100. Число твердости по Виккерсу обозначают цифрами, характеризующими величину твердости со стоящим после них символом HV (например, 200 HV). Иногда после символа HV указывают нагрузку и время выдержки, например: 200 HV 10/40 — твердость по Виккерсу, полученная при нагрузке Р= 10 кгс и времени выдержки под нагрузкой т=40 с.
В ГОСТе сказано, что точного перевода чисел твердости по Виккерсу на числа твердости, полученные другими методами, или на механические свойства при растяжении не существует и таких переводов (за исключением частных случаев) следует избегать. -
А как тогда работает Амереканский Mark 2? Получается, что там тоже не всё гладко, ведь принцип отжига одинаковый!
-
Нашёл в Москве контору, которая занимается измерением твёрдости метала на профессиональном оборудовании, но цена кусается 4.000р за образец:(
-
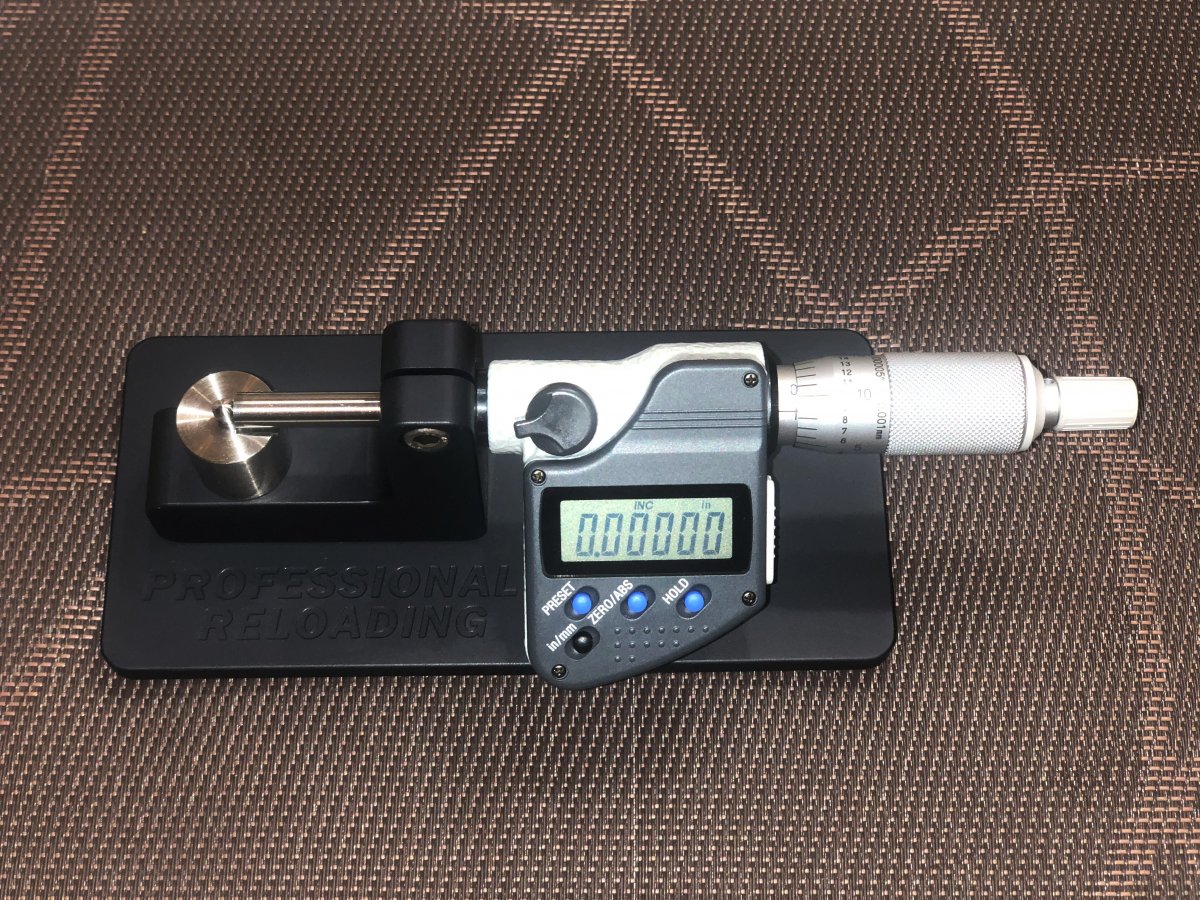
Собрал самопал, работает в двух режимах, ручная подача и автоматическая, сброс тоже автомат. Управляется Ардуино, есть возможность корректировки программы через USB вход. Время регулируется в интервале 2500-5000мс, шаг 50мс на 5000мс гильзу плавит. Охлаждение индуктора водяное, замкнутый цикл, на катушке индуктора стоит термодатчик, который управляет работой помпы и вентиляторов радиатора.
Вопрос к знатокам, на каком варианте остановится? Время в миллисикундах, посадка одинаковая. Может у кого есть возможность сравнить с отожжёнными на MARK2, буду очень признателен.
Или может есть на форуме счастливый обладатель прибора для измерения твёрдости метала, напртмер шариковый твердомер Роквелла (HRB), готов подвезти гильзы для теста
-
В 28.09.2019 в 23:36, NIK62 сказал:
А как правильно им дать размеры, вы сделали сначала адаптер, а потом с него давали им размеры ?
Вы рисовали, фотографировали... можно подробно описать заказ.
Отписался в личку
-
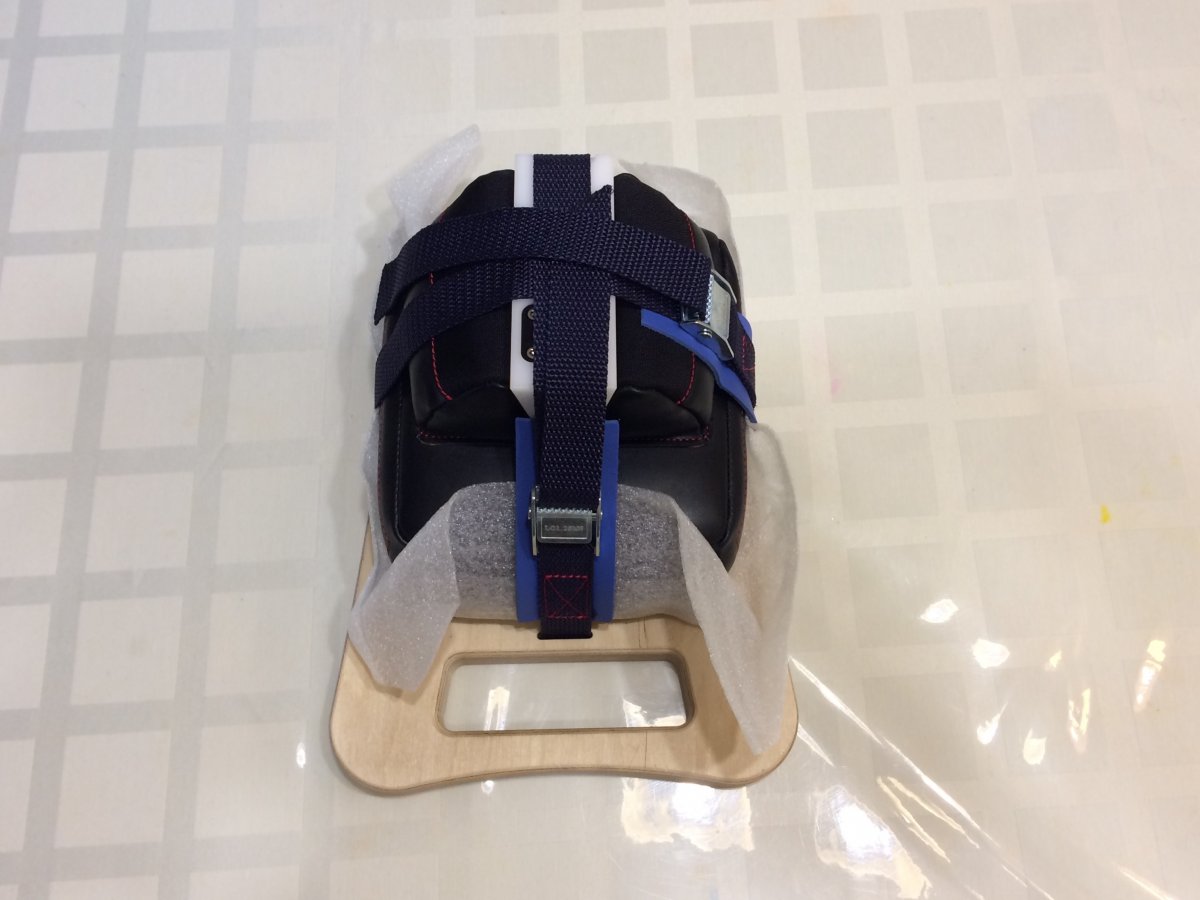
440 евро с доставкой
-
Получил долгожданную посылку от Alberto Lenzi, мешок делал под заказ по моим размерам, качеством исполнения очень довольный, советую
-
А зачем трогать штатную планку?
У меня такой же агрегат, стоит моноблок SPUHR с наклоном 20.6 МОА
Вполне всё устраивает!
-






![IMG_8977[1].JPG](https://reloading.cc/uploads/monthly_2020_02/1516528046_IMG_89771.JPG.be014a6e15d51c64a51790eb86b7a6c9.JPG)
















Отжиг гильз
в Снаряжение нарезных патронов
Опубликовано:
А графитовую смазку нельзя использовать:)