


Игорь Владимирович
-
Публикаций
345 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
9
Сообщения, опубликованные пользователем Игорь Владимирович
-
-
Игорь, с длинной ручки я еще не определился. Если будет не удобно работать то подрезать ее ни когда не поздно.
А так просто пресс маленьки и кажется что ручка длинная
-
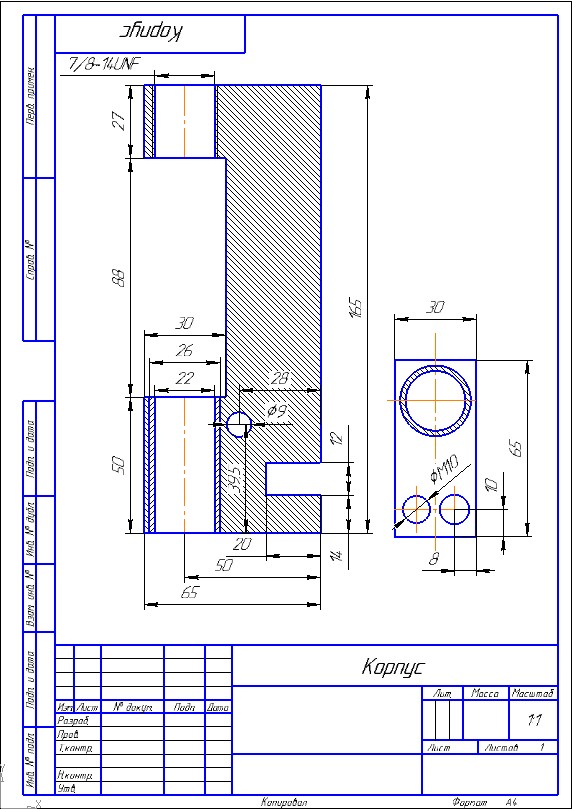
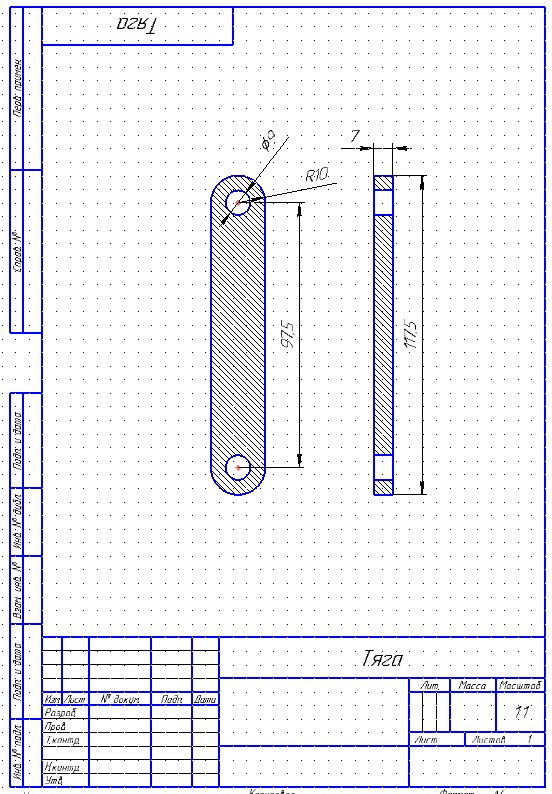
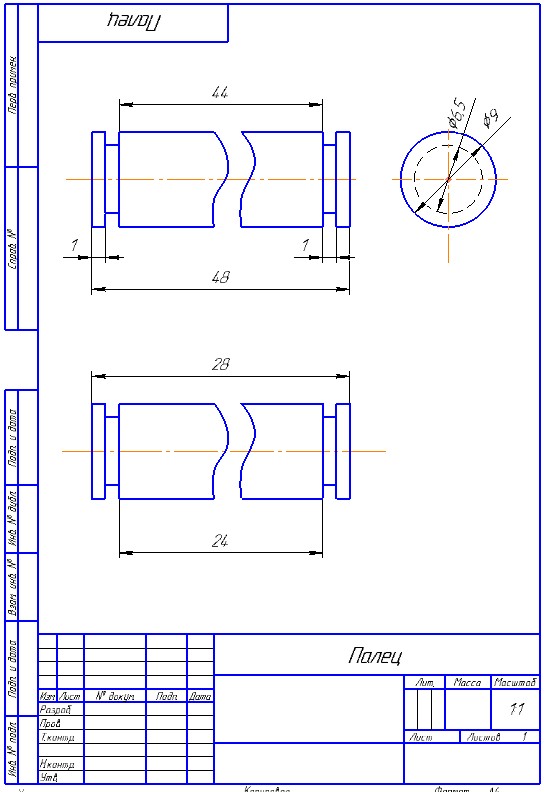
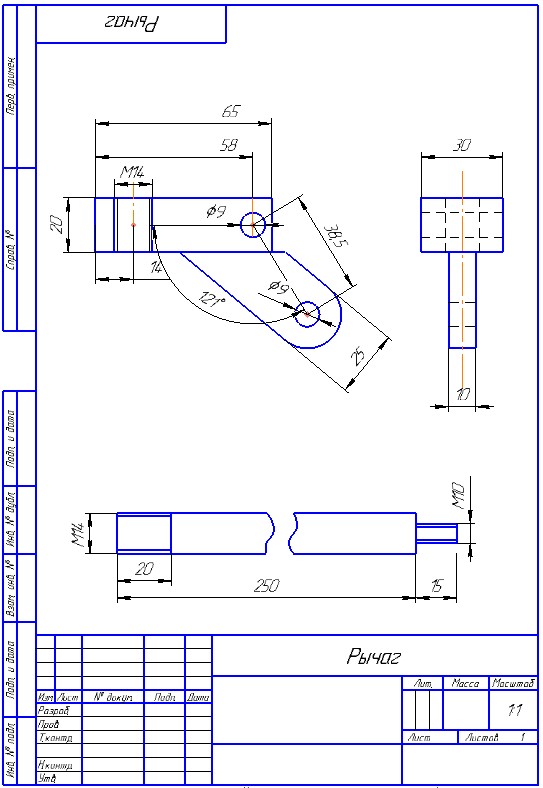
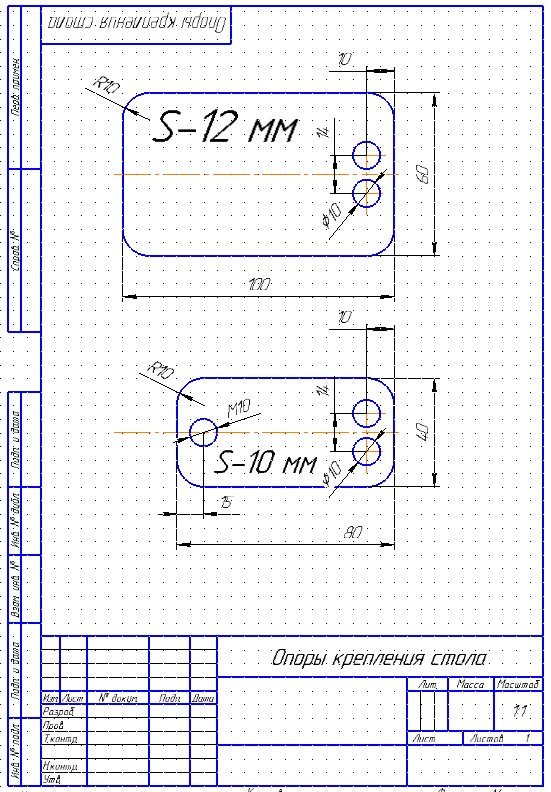
Ну и теперь наверное самое главное :) ЧЕРТЕЖИ.
Пользуйтесь, делайте, все размеры просчитаны и сделан опытный образец, полностью рабочий.
В чертежах отсутствуют некоторые нюансы такие как например посадочное место под шелхолдер, но думаю это и не столь важно. Имея шелхолдер, по нему как по образцу токарь изготовит пазы.

Особое внимание к размерам рычагов относящимся к кинематике. Малейшее отступление в размерах и пресс работать не будет.
Если все сделаете согласно размеров то пресс работает очень мягко, без закусей, идеально дожимается в верхней мертвой точке, а так же выходит из нее.
-
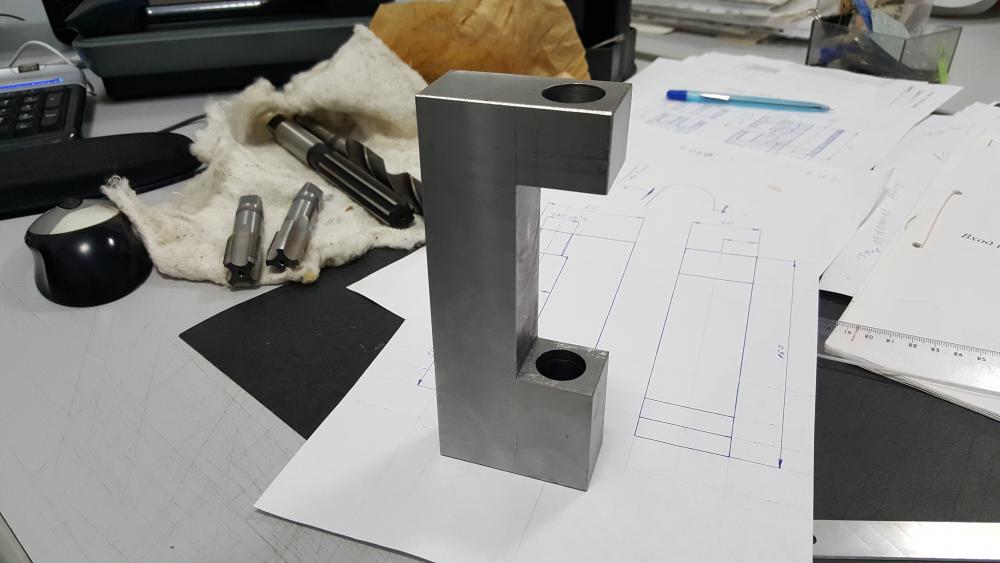
За основу будущего пресса взял старый шток от бурового насоса на котором используется Сталь 40Х
и с другом перековали на молоте вот в такую заготовку, затем сделали полный отпуск, для лучшей обработки металла.
Немного поработали на фрезерном станке и обточили заготовку до предварительных размеров.
В итоге получили вот такой красивый :) кирпич.
Сверлом Р-18 ф-19,5 мм просверлил на всю глубину заготовку, это делается для того что бы в последствии резьба под матрицу и шток были соосны друг другу
Затем разверткой с диаметром 20 мм проходим по всей глубине отверстия и убираем все заусенки после сверловки.
Затем еще раз на фрезерном станке, а после и на шлифовальном приводим заготовку к чертежным размерам, так же вырезаем фрезой рабочее окно
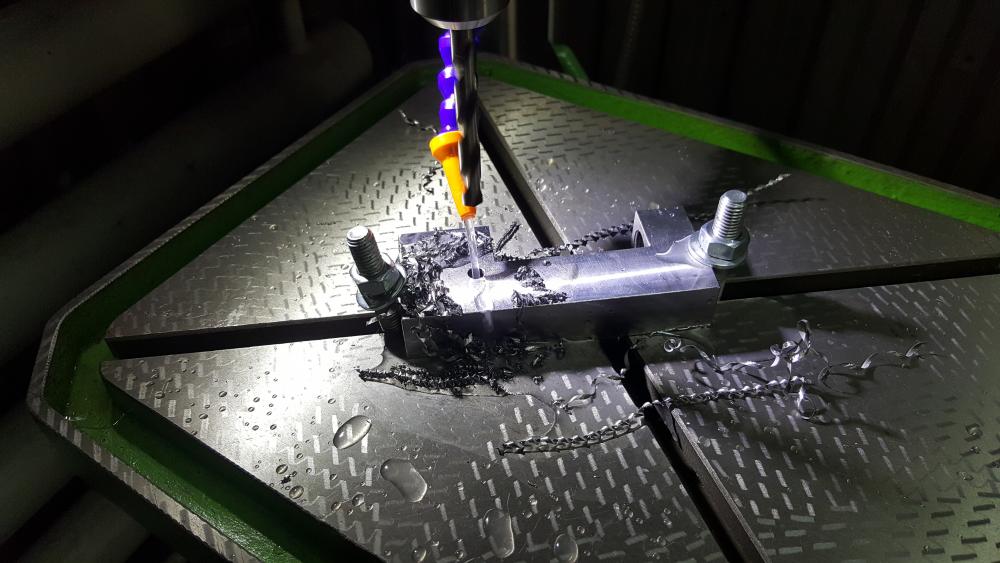
Делаем все остальные технологические отверстия, проходим эти отверстия развертками, там где надо режим резьбы. При этом не забываем 7 раз отмерить и только потом отрезать
Пресс делаем по феншую без каких либо отклонений, делаем с прецизионной точностью.
Теперь изготовим болты для крепления пресса к столу.
Болты я делать не стал а просто купил в авто магазине болты крепления головки ГБЦ к автомобилю ваз-2110
Болты просто идеальны, так как они уже идут с термообработкой и в добавок шляпки у них под головку "торкс"
обточили их на токарном станке по размеру и получили нужные размеры.
Чуть не забыл. Вот такими метчиками первым и вторым номером делаем резьбу под матрицу.
Р.S. размер метчика 7/8-14 UNF
Теперь хочу показать самое главное, расточку и установку бронзовой втулки под шток.
здесь я фоток не делал, а просто снял видео. Расточку корпуса делаем на оправке с одной установки. То есть зажимаем в станок материал, изготавливаем из него оправку и ни чего не снимая, накручиваем на резьбу оправки корпус пресса. Растачиваем отверстие под втулку, опять таки не снимаем, устанавливаем втулку с натягом и уже после протачиваем ее под уже изготовленный шток.
Все смотрим на ютубе по ссылке.
В общем вот и все по изготовлению корпуса с идеальными соосными отверстиями штока к матрице.
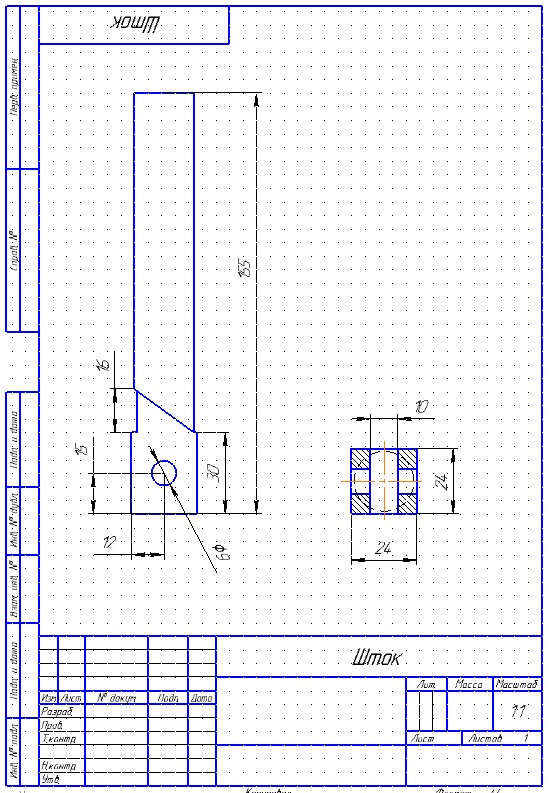
Процесс изготовления штока показывать не буду, так как я его не делал. Сделал мне его по моим чертежам многоуважаемый neck, который не одну собаку на этих прессах съел. :)
Я всего лишь этот шток доработал под себя.
Тут я добавлю фотки зазора матрицы и штока, что бы развеять все вопросы о соосности и перекосах. Уверяю что соосность прецизионная, люфты отсутствуют полностью.
-
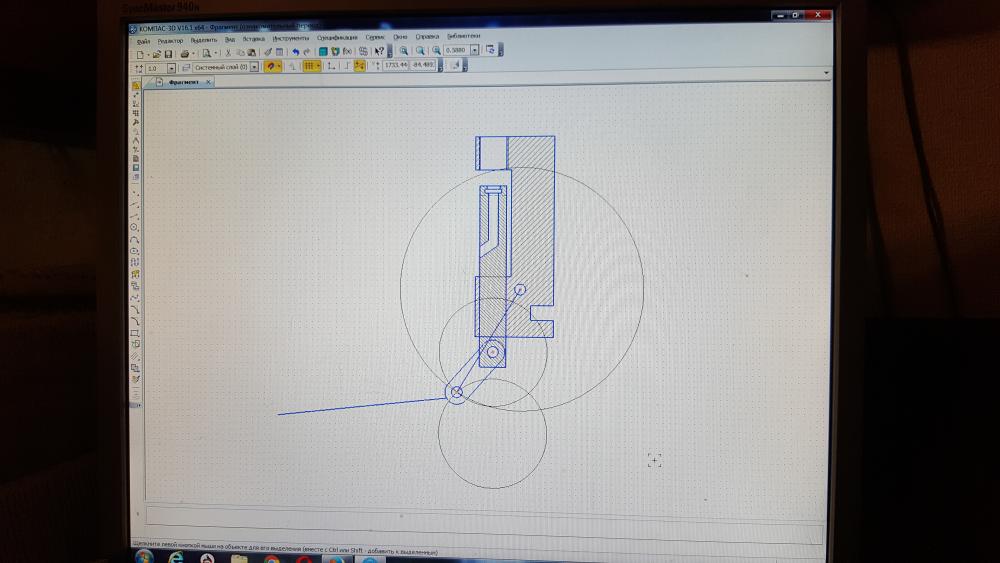
Немного расскажу, что и как я делал.
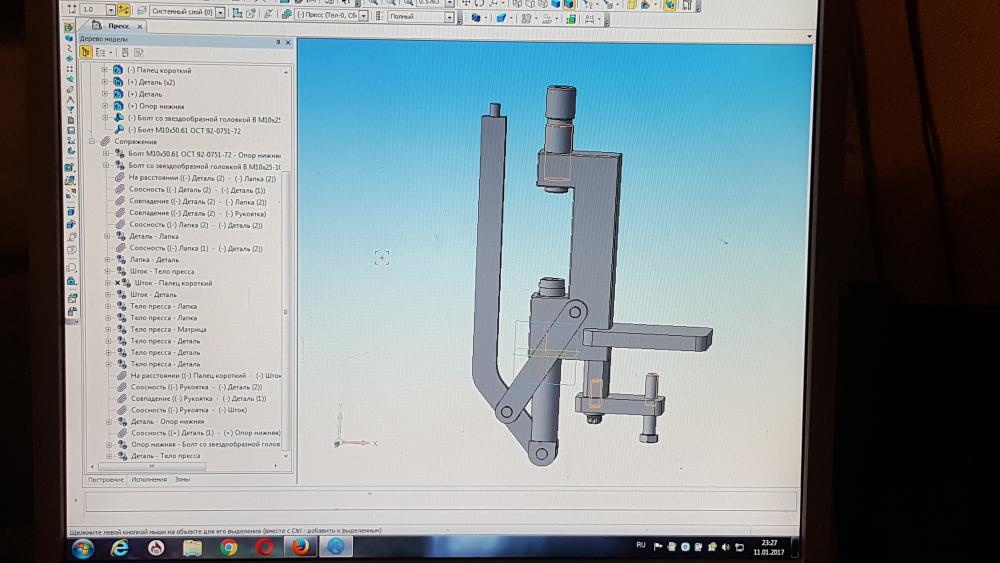
Собрав немного на сайте ганза и здесь на релодинге информации о прессе Харел, я сел за Аскон-Компас 3Д.
Изначально сделал расчет на работу кинематики рычагов, а потом и саму сборку в программе.
Все размеры я перевел в метрическое измерение. Скажу сразу, что расчет пресса я делал для .223 калибра.
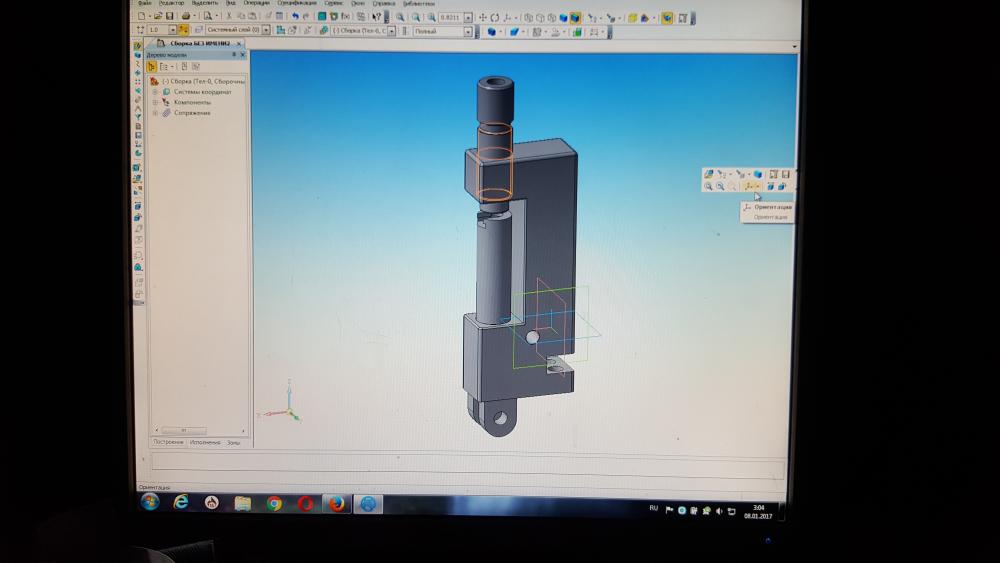
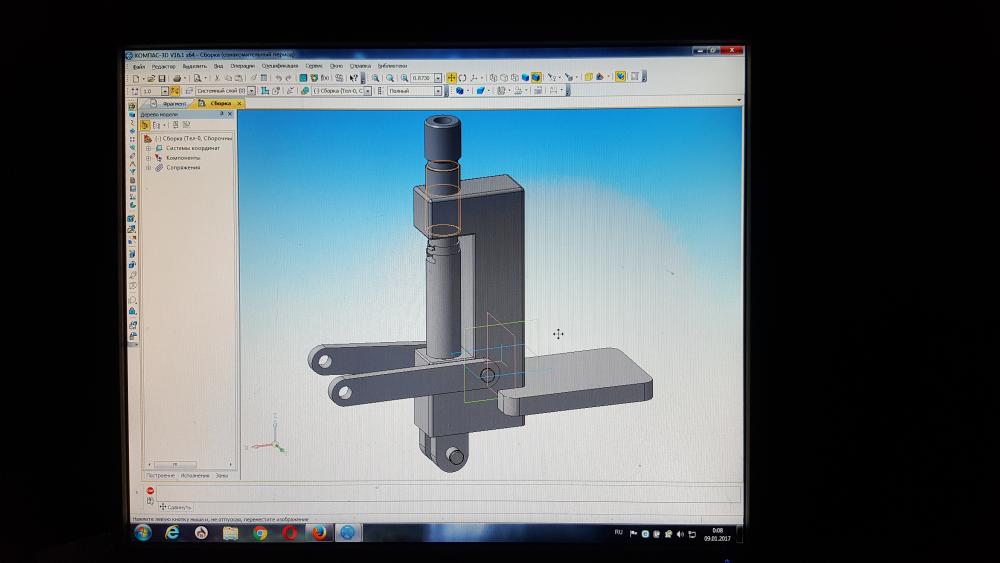
Проверка в 3Д моделировании
-
Вот такой вот аналог Харела у меня получился.
-
Приподниму тему.
Пресс я сделал. Чуть позже выложу фотки как делал и чертежи.
-
Просто прибор без измерительной головки сколько будет стоить? (Головки свои имеются)
-
Люп китайский что ли? Где кольцо золотое?
-
Вот только последний ноль считает не 0.0001", а 0.0005".
Действительно так. Вчера сидел пробовал поймать единичку, но ни как не получается, только 5 :) Но и пятерка на столько маленькое значение что даже и ее поймать с трудом возможно. Что еще хотел добавить: Штангель конечно достойный но значение 2 кнопок я так и не понял, это кнопки ORIGIN что находится сверху в правом углу и кнопка снизу с права ZERO/ABS. Кнопка ORIGIN несет в себе функцию обнуления, но зачем она нужна если эту же функцию делает кнопка ZERO??? Потом кнопка ABS (абсолютное измерение) тоже непонятна, что так что так измерения происходят одинаково.
И еще сначала не обратил внимание, но тут смотрю на корпусе потайная крышечка под палец, отодвигаю ее а там ЮСБи вход :) Зачем он? Может для особо слепых что бы выводить дисплей на монитор компьютера?
В общем штангенциркуль очень интересный.
Насчет набора № 1 можно поступить другим способом, взять и промерить допустим разным инструментом одну и ту же деталь, например диаметр пули,и посмотреть значения.
В моем арсенале есть еще один достойный штангенциркуль от производителя "ГЕОДОРА" точнее 2 штангенциркуля, первый микрик механический, второй полноценный электронный, если кому интересно то могу сделать и по нему обзор, также достойный аппарат.
-
Смущает производство: Китай.
Меня это давно уже не смущает. У меня даже прицел на винтовке китаец Хавк Седевиндер 30? Купил его как то потестить, думал расстрелять его в хлам, а он возьми да и приживись у меня. :)
-
я конечно дико извиняюсь... но слоган как с плаката
да. минтутойей пользуюсь. все заебись
Вы на эту митутойу еще помолитесь. :) Какая погрешность измерений у митутойи? На штангеле НОРГАУ погрешность 0,03 микрона, вам это что то говорит? :)
Я тестил много штангелей по типу как на видео, все штангели даже брендованые сбиваются при тряске, постоянно теряют ноль.
-
А в дюймах мериет? Спрашивал у продавца, он не знает. На практике пользовали, как он?
Штангель мерит как в дюймах (инчах) так и в миллиметрах. Причем обратите внимание что измерение в инчах дает четыре нуля после запятой. Работаю им сейчас, мне понравился.
-
Потестил немного, повторяемость исключительная, думаю что это не плохая замена таким брендам как Митутойя и причем при всем цена за штангель менее 5 тысяч рублей.
-
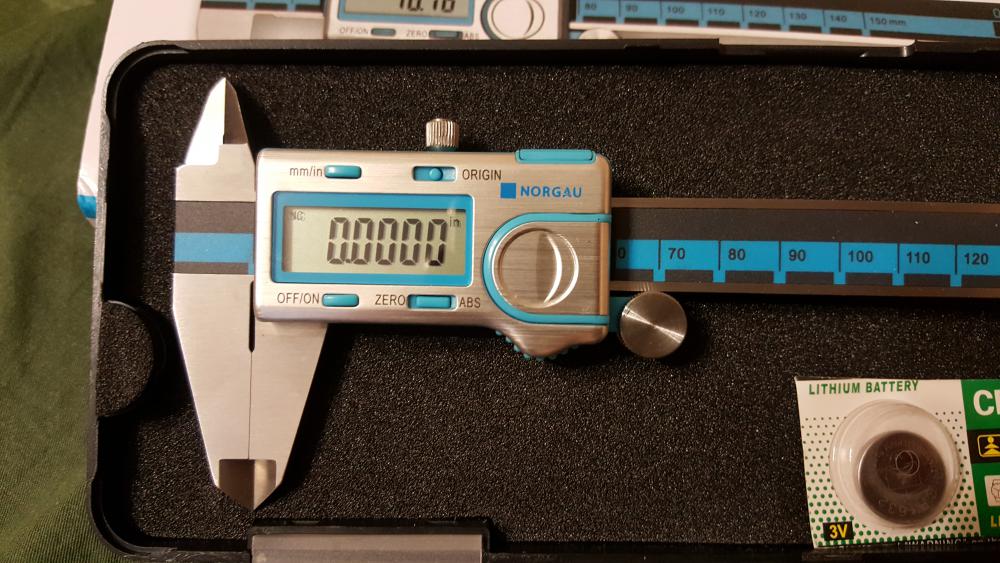
Добрый день коллеги, хочу показать вам совсем не дурный прибор который приобрел вчера, под названием NORGAU
Ссылка на прибор : http://www.vseinstrumenti.ru/ruchnoy-instrument/izmeritelnyj/shtangentsirkuli/norgau/abs-150mm-0-01mm-040040015/
NORGAU – российская компания, которая вышла на рынок в 1998 году. Специализируется на производстве профессионального автоинструмента премиум-класса. Он отличается высоким качеством, соответствует требованиям ГОСТ и DIN. Производится в разных странах – России, Германии, Италии, на Тайване.
Вес, кг: 0,21
Габариты, мм: 250 x 110 x 30
Погрешность, мкм 0.03
Теперь самое главное: :)
Ноль не сбивается в течении всего использования изделия благодаря новой системе установки нуля.
-
СТРЕЛЬБА БЕЗ ФЛАГОВ-ПУСТАЯ ТРАТА ВРЕМЕНИ.
Игорь , а с каким интервалом стоит устанавливать флаги? Дапустим если из 223 стреляем на 300 метров, сколько надо флагов? С каким шагом их расставлять?
-
Добрый день
Сунар 5,56 (223) партия 7/13к по вихте какой будет?
Чет не знаю на какой странице тут посмотреть.
-
Отжигал
А сколько цыклов прошли гильзы что вы решили их отжечь?
-
Посмотрел ваше фото выше с отжигом. Мне кажется что вы сожгли гильзы. Перегрели.
-
А что за гильзы? Чье производство?
-
Игорян здаров !!!
Первую посылку замылили на почте походу с ремешками.....
Еще бы не за мылить. :)
Был бы я почтовым работником и увидел бы эти ремешки то то же бы за мылил.
Качество есть качество. ;)
-
aleshinigor78,
Наконец то ремешки дошли до меня. :)
Игорь спасибо за подарок к новому году, патронташ просто отличный.
Наконец то патроны в пластиковых коробках на охоте греметь не будут. :)
Всем советую.
-
Пусть весь сканирует и выкладывает.
Пусть тему создаст со сканами мануала :) Я у Игоря уже скопировал себе в телефон все что он выкладывал про 223 калибр :)
-
Смазываем кройлом на первом выстреле(дульце,плечи,тело) ,навеска минимальная по мануалу.
Стоит ли последующие циклы смазывать гильзы маслом (после обдува) или же наоборот стоит их обезжирить?
-
цены жопа
На данный момент цены вполне адекватные. Летом был в Ульяновске так там такие же абсолютно цены, XCR компакт тактикал стоит так же 195 тысяч.
Ремингтоны 700 модели почти везде из продажи закончились, так что в цене на них вряд ли кто уже подвинется.






















Самодельный инструмент
в Снаряжение нарезных патронов
Опубликовано:
Тоже не знаю где это. Дай ссылку пожалуйста.